Особенности сварки легированной стали

Для строительных конструкций со сварными соединениями широко используется большая группа низколегированных сталей, изготовляемых по ГОСТ 19281 — 89. Этот ГОСТ распространяется на толстолистовой, сортовой и фасонный прокат, а также на широкополосный универсальный прокат и гнутые профили, применяемые для конструкций со сварными, клепаными или болтовыми соединениями, в основном без дополнительной термической обработки. ГОСТом предусмотрено 9 классов прочности стали от класса 265 до 440.
Каждому классу соответствует несколько марок стали, удовлетворяющих по своим характеристикам (химическому составу и механическим показателям) требованиям к данному классу. Все низколегированные стали этого типа отличаются небольшим содержанием углерода, что способствует их свариваемости. Многие из этих сталей хорошо свариваются всеми видами сварки, но с некоторыми ограничениями, изложенными в п. более 390 Н/мм2 свариваются хуже и для получения качества шва, в ряде случаев, требуется предварительна подогрев и соблюдение более жестких технологиях правил.
Теперь перейдем к особенностям сварки легированной стали. Для конструкций строительных машин используются конструкционные низколегированные стали, содержащие небольшой процент углерода (до 0,16%). Омическому составу к среднелегированным сталям они обладают высокими механическими свойствами. Ухудшение свариваемости объясняется чувствительностью низколегированных сталей с достаточно высоким процентом легирования к возникновению холодных трещин, которые вызываются наличием водорода в шве и ЗТВ, закалочными структурами напряжениями в сварочном соединении и жесткостью конструкции.
Высокая скорость охлаждения при сварке стали большой толщины, при сварке на сквозняке, ветре и низкой температуре металла, при выполнении швов малого сечения толстых деталях приводит к образованию закалочных структур. В задачу технологии сварки этих сталей входит — максимальное снижение скорости охлаждения путем применения оптимальных режимов сварки; использование предварительного и после сварочного подогрева.
Похожие статьи
 Как делают электроды для сварки
Сейчас вы узнаете как делают электроды для сварки. Компоненты (кроме алюминиевого порошка), входящие в состав покрытия, проходят сортировку, сушку, дробление, размол и просев через […]
Как делают электроды для сварки
Сейчас вы узнаете как делают электроды для сварки. Компоненты (кроме алюминиевого порошка), входящие в состав покрытия, проходят сортировку, сушку, дробление, размол и просев через […] Сварочное оборудование и инструмент, используемый при сварке меди
Сварочные агрегаты, которые применяются при сварке меди, должны обеспечивать:
- необходимый электрический режим для питания сварочной дуги;
- ее стабильное горение;
- […]
Сварочное оборудование и инструмент, используемый при сварке меди
Сварочные агрегаты, которые применяются при сварке меди, должны обеспечивать:
- необходимый электрический режим для питания сварочной дуги;
- ее стабильное горение;
- […] Сварка низколегированной стали
Сварку конструкций из низколегированных строительных сталей с пределом текучести до 390 Н/мм2 выполняют всеми видами сварки аналогично низкоуглеродистой стали. Подготовка конструкций к […]
Сварка низколегированной стали
Сварку конструкций из низколегированных строительных сталей с пределом текучести до 390 Н/мм2 выполняют всеми видами сварки аналогично низкоуглеродистой стали. Подготовка конструкций к […] Сварка алюминиевых проводов
Стыковые соединения голых , алюминиевых проводов воздушных сетей, марки A и сталеалюминиевых марки AC сваривают термитными патронами с осадкой при помощи специальных клещей. Применяют […]
Сварка алюминиевых проводов
Стыковые соединения голых , алюминиевых проводов воздушных сетей, марки A и сталеалюминиевых марки AC сваривают термитными патронами с осадкой при помощи специальных клещей. Применяют […]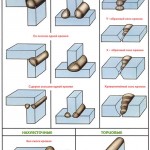 Виды сварных соединений из меди
Основными видами соединений элементов сварных конструкций, изготовляемых из листовой меди, являются стыковые, тавровые, угловые, внахлестку и стыковые с отбортовкой.
Тавровые […]
Виды сварных соединений из меди
Основными видами соединений элементов сварных конструкций, изготовляемых из листовой меди, являются стыковые, тавровые, угловые, внахлестку и стыковые с отбортовкой.
Тавровые […]
1 комментарий к записи “Особенности сварки легированной стали”
Оставить комментарий
 Метантенки Метантенки – это сооружения для анаэробной стабилиз... 20 148 views
Метантенки Метантенки – это сооружения для анаэробной стабилиз... 20 148 views  Первичные отстойники... Первичный отстойник – сооружение блока механической... 18 059 views
Первичные отстойники... Первичный отстойник – сооружение блока механической... 18 059 views  Активный ил Активный ил – совокупность микроорганизмов, которые... 15 354 views
Активный ил Активный ил – совокупность микроорганизмов, которые... 15 354 views  Какая краска быстро сохне... С наступлением жары возрастает спрос на установку конди... 13 275 views
Какая краска быстро сохне... С наступлением жары возрастает спрос на установку конди... 13 275 views  Песколовка Для удаления песка из сточных вод повсеместно приме... 11 887 views
Песколовка Для удаления песка из сточных вод повсеместно приме... 11 887 views  Марганцевые стали... Марганец относится к элементам, которые расширяют о... 11 707 views
Марганцевые стали... Марганец относится к элементам, которые расширяют о... 11 707 views  Как открыть без ключа дис... Дисковый замок вскрывать с помощью отмычки сложнее, ч... 10 025 views
Как открыть без ключа дис... Дисковый замок вскрывать с помощью отмычки сложнее, ч... 10 025 views  Иловые площадки... Одним из самых старых и проверенных способов утилизации... 8 729 views
Иловые площадки... Одним из самых старых и проверенных способов утилизации... 8 729 views  Какой существует крепеж д... В современной мягкой мебели в качестве наполнителя широ... 7 785 views
Какой существует крепеж д... В современной мягкой мебели в качестве наполнителя широ... 7 785 views  Коагулянты и флокулянты д... Увеличение объема внедрения и совершенствование сущ... 7 651 views
Коагулянты и флокулянты д... Увеличение объема внедрения и совершенствование сущ... 7 651 views
Хочешь выучить английский язык, тогда езжай в страну носителя языка. Через пару месяцев будешь говорить на ломанном, а через год начнешь понимать разговорный английский. Но если у тебя такой возможности нет, зайди на сайт esl.wiki, сможешь выучить времена, фонетику и прочее, здесь например доступным языком разбирают модальный перфект https://esl.wiki/ru/grammar/modal_perfect, как его использовать и употреблять в зависимости от времени.