Виды сварных соединений из меди
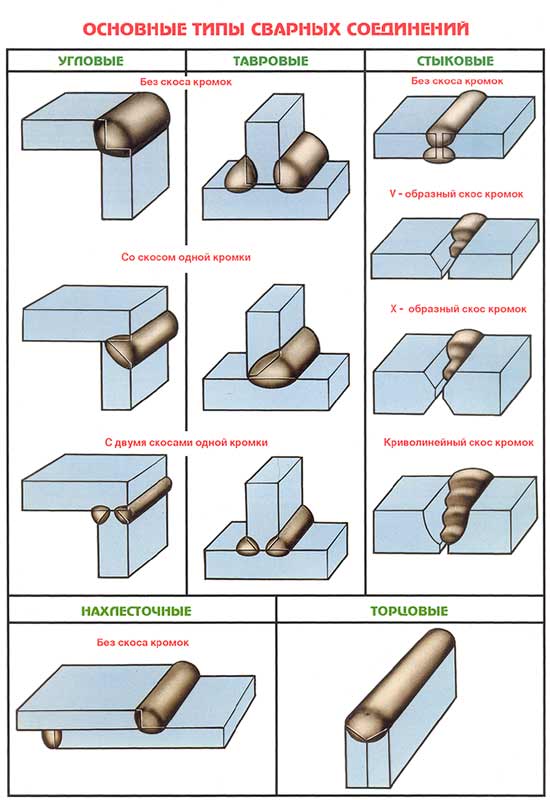
Основными видами соединений элементов сварных конструкций, изготовляемых из листовой меди, являются стыковые, тавровые, угловые, внахлестку и стыковые с отбортовкой.
Тавровые соединения являются типичными соединениями при изготовлении конструкций из стали; в сварных конструкциях из меди они встречаются реже. В тавровых соединениях элементы располагаются во взаимно перпендикулярных плоскостях. Угловые соединения являются разновидностью тавровых и встречаются при изготовлении конструкций из меди довольно редко.
Соединение внахлестку не является типичным сварочным соединением; оно присуще главным образом клепаным и паяным конструкциям. Соединение внахлестку имеет ряд существенных недостатков в сравнении со стыковым. К числу основных недостатков можно отнести: лишний расход металла на величину нахлестки; увеличение в два раза объема сварки и расхода электродов в том случае, если выполняется сварка обоих швов; увеличение веса конструкции и др. Но, с другой стороны, соединение внахлестку упрощает и ускоряет сборку конструкций под сварку, при соединении внахлестку отпадает операция скоса кромок.
Стыковое соединение с отбортовкой целесообразно применять в конструкциях, изготовляемых из листовой меди толщиной до 2 мм, при условии выполнения сварки угольной дугой. В случае изготовления конструкций с отбортовкой кромок свыше 2 мм сварка может выполняться также и металлической дугой.
Подготовка под сварку. Подготовка элементов конструкций под сварку оказывает большое влияние на качество сварных соединений. Небрежно выполненная предварительная подготовка кромок под сварку часто приводит к неисправимому браку после сварки. Если в стальных конструкциях в большинстве случаев брак может быть легко исправлен путем вырубки или выплавки газовым строгачом дефектных швов и повторной их заварки без ухудшения свойств сварного соединения, то исправление дефектных мест в конструкциях из меди повторной заваркой обычно приводит к ухудшению свойств сварного соединения. Ухудшение свойств сварного соединения может быть объяснено тем, что при повторном нагреве количество закиси меди в зоне термического влияния увеличивается, а это и приводит к снижению качества сварного соединения. Кроме того, само исправление брака требует дополнительной затраты времени, средств, рабочей силы, материалов, что значительно удорожает стоимость продукции и увеличивает цикл производства.
Поэтому к подготовке элементов конструкций под сварку необходимо предъявлять жесткие требования, помня, что брак легче предупредить, чем исправить. Подготовка под сварку должна выполняться в точном соответствии с чертежом и техническими условиями или инструкциями. Подготовка под сварку стыковых соединений. Форма подготовки под сварку при стыковых соединениях разнообразна и определяется в зависимости от толщины свариваемых стыков.
При толщине стыкуемых листов свыше 12 мм, в тех случаях, когда возможна их кантовка для выполнения сварки в «нижнем» положении, рациональной подготовкой является двусторонняя Х-образная разделка с суммарным углом раскрытия 60 — 70 градусов, с притуплением 1,5 — 2 мм. Выбирая ту или иную форму подготовки кромок под сварку, необходимо учитывать, что при одной и той же толщине двусторонняя разделка фасок в сравнении с односторонней значительно экономичнее и обеспечивает получение минимальных деформаций при правильно разработанном технологическом процессе. При Х-образной разделке кромок количество наплавленного металла на единицу длины шва в два раза меньше, а, следовательно, трудоемкость, время сварки и расход электродов также в два раза меньше, чем при V-образной разделке кромок.
При Х-образной подготовке кромок расход электродов примерно на 40% меньше, чем при V-образной подготовке. Однако следует отметить, что в настоящее время нет твердо установленных положений и требований к подготовке кромок под электросварку изделий из меди. До последнего времени считалось, что при дуговой сварке цветных металлов, в том числе и меди, угол разделки кромок должен быть больше, чем при сварке стали, и обычно принимался равным 90 градусам, т. е. таким же, как при газовой сварке.
Похожие статьи
 Дефекты при дуговой сварке
Во время проведения сварки ручным электродуговым способом у сварщика часто возникает ситуация, когда возникают дефекты на месте сварочного шва. Как быть в этой ситуации и из-за чего […]
Дефекты при дуговой сварке
Во время проведения сварки ручным электродуговым способом у сварщика часто возникает ситуация, когда возникают дефекты на месте сварочного шва. Как быть в этой ситуации и из-за чего […] Электроды в строительстве Строительство – сфера, которая развивается стремительными темпами. В строительстве используют различные технологии, в том числе и сварочные. Как выбрать сварочные электроды?
Любой вид […]
Электроды в строительстве Строительство – сфера, которая развивается стремительными темпами. В строительстве используют различные технологии, в том числе и сварочные. Как выбрать сварочные электроды?
Любой вид […] Особенности сварки легированной стали
Для строительных конструкций со сварными соединениями широко используется большая группа низколегированных сталей, изготовляемых по ГОСТ 19281 — 89. Этот ГОСТ распространяется на […]
Особенности сварки легированной стали
Для строительных конструкций со сварными соединениями широко используется большая группа низколегированных сталей, изготовляемых по ГОСТ 19281 — 89. Этот ГОСТ распространяется на […] Сварка низколегированной стали
Сварку конструкций из низколегированных строительных сталей с пределом текучести до 390 Н/мм2 выполняют всеми видами сварки аналогично низкоуглеродистой стали. Подготовка конструкций к […]
Сварка низколегированной стали
Сварку конструкций из низколегированных строительных сталей с пределом текучести до 390 Н/мм2 выполняют всеми видами сварки аналогично низкоуглеродистой стали. Подготовка конструкций к […] Сварка алюминиевых проводов
Стыковые соединения голых , алюминиевых проводов воздушных сетей, марки A и сталеалюминиевых марки AC сваривают термитными патронами с осадкой при помощи специальных клещей. Применяют […]
Сварка алюминиевых проводов
Стыковые соединения голых , алюминиевых проводов воздушных сетей, марки A и сталеалюминиевых марки AC сваривают термитными патронами с осадкой при помощи специальных клещей. Применяют […]
1 комментарий к записи “Виды сварных соединений из меди”
Оставить комментарий
 Метантенки Метантенки – это сооружения для анаэробной стабилиз... 20 148 views
Метантенки Метантенки – это сооружения для анаэробной стабилиз... 20 148 views  Первичные отстойники... Первичный отстойник – сооружение блока механической... 18 059 views
Первичные отстойники... Первичный отстойник – сооружение блока механической... 18 059 views  Активный ил Активный ил – совокупность микроорганизмов, которые... 15 354 views
Активный ил Активный ил – совокупность микроорганизмов, которые... 15 354 views  Какая краска быстро сохне... С наступлением жары возрастает спрос на установку конди... 13 275 views
Какая краска быстро сохне... С наступлением жары возрастает спрос на установку конди... 13 275 views  Песколовка Для удаления песка из сточных вод повсеместно приме... 11 887 views
Песколовка Для удаления песка из сточных вод повсеместно приме... 11 887 views  Марганцевые стали... Марганец относится к элементам, которые расширяют о... 11 707 views
Марганцевые стали... Марганец относится к элементам, которые расширяют о... 11 707 views  Как открыть без ключа дис... Дисковый замок вскрывать с помощью отмычки сложнее, ч... 10 025 views
Как открыть без ключа дис... Дисковый замок вскрывать с помощью отмычки сложнее, ч... 10 025 views  Иловые площадки... Одним из самых старых и проверенных способов утилизации... 8 729 views
Иловые площадки... Одним из самых старых и проверенных способов утилизации... 8 729 views  Какой существует крепеж д... В современной мягкой мебели в качестве наполнителя широ... 7 785 views
Какой существует крепеж д... В современной мягкой мебели в качестве наполнителя широ... 7 785 views  Коагулянты и флокулянты д... Увеличение объема внедрения и совершенствование сущ... 7 651 views
Коагулянты и флокулянты д... Увеличение объема внедрения и совершенствование сущ... 7 651 views
Собираясь заказать установку пластиковых окон Рехау не торопитесь с выбором. Воспользуйтесь калькулятором пластиковых окон Rehau http://рех-у-окна.рф/kalkulator введя нужные параметры и сразу получите цену. Во первых это удобно, так Вас не обманут и не смогут навязать дополнительные ненужные услуги.