Автоматизация сварки

Сейчас вы узнаете про особенности автоматизации сварочных работ в строительстве. Процесс сварки представляет собой совокупность ряда операций. Для дуговой сварки плавящимся электродом такими последовательными операциями являются:
— возбуждение сварочной дуги;
— поддержание устойчивого горения дуги и подача плавящегося электрода (проволоки), флюса или защитного газа в зону сварки;
— перемещение дуги вдоль свариваемых кромок; прекращение горения дуги и других процессов по окончании сварки.
Если при ручной сварке все операции выполняются вручную, а при механизированной (полуавтоматической) сварке механизированы только зажигание дуги и подача плавящегося электрода и других сварочных материалов в зону сварки, то при автоматическом процессе механизированы все указанные выше операции. При этом сварка производится без участия человека. При вынужденном его участии, связанным с корректировкой режимов, положения электрода и других технологических параметров, автоматический процесс сварки переходит в автоматизированный.
Автоматизация процесса сварки позволяет создать наиболее совершенную, высокопроизводительную и экономически выгодную форму производства, облегчает труд, превращая рабочих в сварщиков-операторов автоматически действующего оборудования. Вместе с тем необходимо отметить, что реальное повышение производительности труда и получение экономического эффекта от автоматизации сварочных работ могут быть достигнуты только при наличии целого ряда предпосылок. Применительно к строительству ими являются:
- значительный объем изготовления (или монтажа) одинаковых и однотипных сварных конструкций, узлов и соединений с большой массой наплавленного металла;
- полная конструктивно-технологическая отработка сварных элементов и конструкций с учетом применения конкретных способов автоматической сварки;
- наличие условий для эффективного применения оборудования и технологии автоматической сварки, включая условия, обеспечивающие удобство и малую трудоемкость установки и эксплуатации оборудования;
- высокое качество изготовления свариваемых элементов, позволяющее производить сборку под сварку с более жесткими по сравнению с ручным процессом требованиями;
- высокая организация работ, предусматривающая оптимальную загрузку часто дорогого оборудования, минимальные перерывы в производственном процессе,
- наличие службы наладки и ремонта сварочного (и вспомогательного) оборудования и т. п.
Похожие статьи
 Особенности сварки меди, алюминия и титана
В наши дни сварка — это не только соединение магистральных трубопроводов, блоков быстровозводимых домов или сборка корпуса нового корабля. В электротехнике, электронике такие работы […]
Особенности сварки меди, алюминия и титана
В наши дни сварка — это не только соединение магистральных трубопроводов, блоков быстровозводимых домов или сборка корпуса нового корабля. В электротехнике, электронике такие работы […] Автоматическая сварка в углекислом газе
Этот способ сварки по своей схеме идентичен механизированной сварке в углекислом газе: сварка осуществляется с использованием стальной электродной проволоки, зона сварки защищается […]
Автоматическая сварка в углекислом газе
Этот способ сварки по своей схеме идентичен механизированной сварке в углекислом газе: сварка осуществляется с использованием стальной электродной проволоки, зона сварки защищается […] О цикле сварки
Понятие цикла сварки означает тот период времени, в течение которого вы можете производить сварку до момента перегрева сварочного аппарата.
Цикл сварки стандартно обозначают […]
О цикле сварки
Понятие цикла сварки означает тот период времени, в течение которого вы можете производить сварку до момента перегрева сварочного аппарата.
Цикл сварки стандартно обозначают […] Автоматическая электрошлаковая сварка
Автоматическая электрошлаковая сварка является без-дуговым способом сварки плавлением, выполняемым с принудительным формированием шва. Расплавление металла осуществляется теплом […]
Автоматическая электрошлаковая сварка
Автоматическая электрошлаковая сварка является без-дуговым способом сварки плавлением, выполняемым с принудительным формированием шва. Расплавление металла осуществляется теплом […]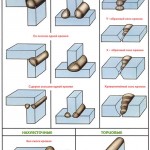 Виды сварных соединений из меди
Основными видами соединений элементов сварных конструкций, изготовляемых из листовой меди, являются стыковые, тавровые, угловые, внахлестку и стыковые с отбортовкой.
Тавровые […]
Виды сварных соединений из меди
Основными видами соединений элементов сварных конструкций, изготовляемых из листовой меди, являются стыковые, тавровые, угловые, внахлестку и стыковые с отбортовкой.
Тавровые […]
Оставить комментарий
 Метантенки Метантенки – это сооружения для анаэробной стабилиз... 20 146 views
Метантенки Метантенки – это сооружения для анаэробной стабилиз... 20 146 views  Первичные отстойники... Первичный отстойник – сооружение блока механической... 18 059 views
Первичные отстойники... Первичный отстойник – сооружение блока механической... 18 059 views  Активный ил Активный ил – совокупность микроорганизмов, которые... 15 352 views
Активный ил Активный ил – совокупность микроорганизмов, которые... 15 352 views  Какая краска быстро сохне... С наступлением жары возрастает спрос на установку конди... 13 275 views
Какая краска быстро сохне... С наступлением жары возрастает спрос на установку конди... 13 275 views  Песколовка Для удаления песка из сточных вод повсеместно приме... 11 886 views
Песколовка Для удаления песка из сточных вод повсеместно приме... 11 886 views  Марганцевые стали... Марганец относится к элементам, которые расширяют о... 11 705 views
Марганцевые стали... Марганец относится к элементам, которые расширяют о... 11 705 views  Как открыть без ключа дис... Дисковый замок вскрывать с помощью отмычки сложнее, ч... 10 024 views
Как открыть без ключа дис... Дисковый замок вскрывать с помощью отмычки сложнее, ч... 10 024 views  Иловые площадки... Одним из самых старых и проверенных способов утилизации... 8 728 views
Иловые площадки... Одним из самых старых и проверенных способов утилизации... 8 728 views  Какой существует крепеж д... В современной мягкой мебели в качестве наполнителя широ... 7 784 views
Какой существует крепеж д... В современной мягкой мебели в качестве наполнителя широ... 7 784 views  Коагулянты и флокулянты д... Увеличение объема внедрения и совершенствование сущ... 7 651 views
Коагулянты и флокулянты д... Увеличение объема внедрения и совершенствование сущ... 7 651 views